In the dynamic metering and handover of crude oil between oilfields (between the oil production plant and the oil production plant), the flow meter basic error method is simple and convenient to handle and is widely used. The basic error of the flowmeter is determined by the verification personnel through periodic verification. The accuracy of the basic error of the flowmeter given by the on-site verification is directly related to the economic benefits of both sides of the handover. The verification personnel must pay attention to it and avoid man-made measurement verification errors.
1. Problems in the operation of the flowmeter
1.1 Quality of the flowmeter It is often found in field tests that some newly installed flowmeters have quality problems, such as poor repeatability or basic error, and the counter does not count, the numbering wheel and the waist wheel do not rotate, and so on.
1.2 The use of pipelines with smaller flow in the over-range range has led to the use of flow meters with larger measuring ranges; the larger the flow rate in pipelines, the smaller the flow rate range has been selected. Flowmeters operating in excess range will produce greater measurement errors.
1.3 The difference between the test condition and the actual working condition of the pipeline is too large. The temperature and pressure of the pipeline are very different from the actual operating conditions. This causes the flowmeter to have a large measurement error under normal operating conditions. For example, some units increase the temperature of crude oil at the time of inspection and increase the pressure in the pipeline, thereby reducing the verification curve of the flowmeter and making the actual running curve higher than that of the calibration curve, resulting in a bias in the basic error of the actual operation of the flowmeter. Seriously affected the economic interests of the oil recipient.
1.4 Crude Oil Bubbles Using a buffer tank for oil delivery during the verification of the flow meter resulted in a large amount of foam in the crude oil, affecting the performance of the flow meter (Table 1). 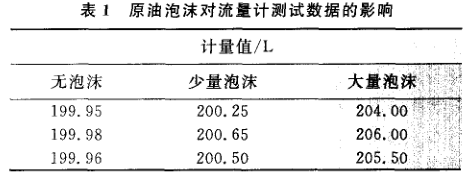
As the amount of foam in crude oil increases, the positive error of the flowmeter increases accordingly, which seriously damages the economic benefits of the oil recipient.
1.5 verification process
(1) The calibration pipeline of the new oil station was put into use without purging, causing a large amount of welding slag and debris to enter the flowmeter with crude oil. In severe cases, the flowmeter will lose the waist wheel or damage the vehicle piston volume tube.
(2) The outlet valve of the normal operation of the flowmeter is not closed. During the on-site inspection, the normal outlet valve of the flowmeter needs to be closed so that the crude oil flowing through the flowmeter enters the on-board piston volume tube, ensuring the accuracy of the metrological verification and the normal operation of the on-board piston-type volumetric tube. However, the on-site inspection found that some of the flowmeters' outlet valves did not close tightly, which made the flowmeter's verification system bypassed. As a result, the pistons of the on-vehicle piston volumetric tubes could not work properly; multiple sets of flowmeters were found to share a calibration when inspected. line.
1.6 The phenomenon of an increase or decrease in the number of pulses often occurs in the environmental factor verification, causing the computer to stably display the instantaneous flow, so that the calibration work cannot be performed normally.
1.7 Qualification of the Qualification Personnel The qualification of the personnel is not high enough, and their sense of responsibility is not strong. They do not even understand the scope of use of the flowmeter itself and the actual scope of use on the site. At the time of inspection, the gas in the piston volume tube of the vehicle shall not be cleaned out; the working conditions actually used by the flowmeter shall not be taken into consideration; the temperature and pressure readings shall not be taken seriously; and the reproducibility of the flowmeter test data shall not be considered.
1.8 New flowmeters are not verified Some flowmeters are put into use without verification. The factory inspection uses diesel oil with low viscosity, while on-site inspection uses crude oil with large viscosity, and if it is not verified, it will have more positive error. The basic error before the self-inspection No. II15O flow meter of Shanghai was tested was 0.80-0.88%; the basic error before Kaifeng Instrument Factory's LL-150 flowmeter was not verified was 0.60-0.69.
1.9 Standard devices containing gas When the flowmeter is calibrated, if the standard device contains gas, it can easily cause large instantaneous flow variations, some exceeding ±2.5.
1.10 Temperature imbalance between the flow meter and the volume tube The actual operating temperature of the flow meter and the temperature of the volume tube do not reach equilibrium.
2Measures to reduce measurement error
(1) Strictly control the quality of the flow meter. Purchased from regular manufacturers, rejected rejects. The on-site verification shall check the operating status of the flowmeter, determine whether the mechanical part is faulty by listening to the sound of the rotor operation and the operation of the observation header; check whether the connection part of the pulse sender is firmly connected and whether the shielded wire is connected, if conditions permit The sender performs a metrological inspection to gradually find and eliminate possible factors that affect the quality of the flowmeter.
(2) Select flowmeter according to actual flow range. Two flowmeters are usually installed at the site to meet the normal production requirements of the oilfield. Two flowmeters of the same accuracy class with different measurement ranges can be used to ensure the accuracy of 3O to 8O.
(3) The flowmeter verification is online verification, that is, verification is performed under the working conditions of the flowmeter. For volumetric flowmeters, the operating conditions are mainly temperature and pressure. For each temperature change of 1°C, the error of the flowmeter is changed to 0.07; for each pressure change of 1MPa, the error of the flowmeter is changed to 0.008, so the timing requirement is The inspection unit will replace the ordinary pressure gauge with a precision pressure gauge, replace the normal alcohol thermometer with a standard mercury thermometer with a 0.1-degree graduation, and must not increase the temperature and pressure arbitrarily. Otherwise, the verification personnel have the right to refuse the verification.
(4) The on-site inspection requires the oil delivery party to use the accident tank to transport oil, and it is forbidden to use oil in the buffer tank.
(5) At the scene, the inlet and outlet ends of the flowmeter calibration line shall be connected with a hose first, and the oil shall be operated for 15 minutes. Then the vehicle-mounted piston volume pipe and the calibration line shall be connected and tested to prevent impurities in the certified pipeline from entering the on-board piston. Volumetric tube. Special emphasis is placed on the regular operation of the outlet valve of the certified flowmeter. During the verification process, if a repeatability of the flowmeter is found to be poor or the piston of the on-board piston volume tube cannot be operated downwards, and when the number of pulses of the several groups of flowmeters detected by the metrological verification device is substantially constant. Check whether the valve in the entire verification system is normally opened or closed. If there is a bypass in the verification system, there will be inconsistent errors between the flow rate of the tested flowmeter and the certified flow rate of the on-board piston volume tube. In order to accurately collect verification data, the inspection of the system valves and verification of the flow during the verification must be done.
(6) After the preparation of the on-site verification is completed, turn on the computer to enter the verification state, disconnect the pulse sender connected to the flow juice, and observe whether the computer displays the instantaneous flow rate. If the computer does not display the instantaneous flow rate after a few minutes, then Can be certified. Otherwise, verification should be conducted after eliminating electromagnetic interference.
(7) The gas in the standard section of the volume tube shall be excluded before the flowmeter verification. Exhaust shall be performed at different flow points of the flowmeter to be inspected. The general practice is to have the piston of the on-board piston volume tube run several more times at the beginning of the test, and the air will be drained to stabilize the instantaneous flow.
(8) The winter verification requires warm-up of the on-board piston volume tube. Through a period of operation, the temperature in the verification system is balanced to reduce the error caused by the temperature imbalance of the verification system.
(9) Metrological verification is a very rigorous task. To ensure the accuracy of verification data, all aspects of the verification work must be under strict quality control, so that personnel responsibilities are clearly defined, the working system is sound, and the quality assurance system is in place. perfect. Any problem that arises during the verification process cannot be subjectively decisive, but it is necessary to proceed from the process and investigate each item carefully to determine the reasons that affect the normal verification of the flowmeter.
(10) Strengthen the training on the measurement knowledge of relevant personnel of both parties, raise the awareness of measurement legal system, pay attention to the difference between factory inspection and on-site inspection, master the principle of compulsory verification before measurement instruments are used for measurement handover, and ensure the fairness and fairness of meter handover. Sex, avoid crude oil measurement disputes.
The suspension system is floorboard of the connection device between the frame and wheel axle or all the force, its function is to transfer function between the wheel and the frame of force and moment, and buffer by the uneven road surface to the impact of the frame or body, and the attenuation of the resulting vibration, in order to make sure the car was going smoothly.
In general, the automobile suspension system can be divided into the independent suspension and independent suspension, the independent suspension of the wheels on both ends of a whole axle, when the wheel side beat the other side wheels also beat accordingly, make whole body vibration or inclination;Independent suspension axle is divided into two sections, each wheel under the spiral spring independent by the installation of the frame, when the side wheels to beat the other side of the wheel is not affected, can the wheels on both sides of the independence movement, improve the stability and comfort of a car.As people demand for the car ride comfort and manipulation stability becomes more and more high, the independent suspension system already was washed out gradually
Suspension Parts,Aluminum Die Casting Hanger Bracket,Aluminum Die Casting Body Side Bracket,Hanger Bracket
NINGBO ZHENHAI BOLANG METAL PRODUCT FACTORY , https://www.blcastings.com